




In our article “5S Methodology or Standard Work, What Should We Start With?” we concluded it was better to standardize work before starting a 5S project. But in the context of labour shortage where time is of the essence, it is better to condense standardization, optimization and 5S in the same improvement process, to quickly see substantial results.
The method and its nuances
Comparing Operators’ Methods
At this stage, we observe operators and determine the best method—the one that offers the best results. Don’t forget, your operators are process experts. To facilitate the integration of a method and limit the resistance to change, they must be part of the decision-making process. Organizing a workshop with several operators allows you to select the best working method for operational efficiency, ergonomics and organization of the workstation. A video of operators at work can be useful as a visual aid during the workshop. The objective is to reach consensus on the ideal method.
Work Analysis and Optimization
Once the method is chosen, it must be analyzed logically in order to identify the elements without added value (non-value-added, or NVA) and those with added value (value-added, or VA).
Added value is the difference between the final value of a production and the value of the goods that went into its production. In other words, VA activities must be successful the first time, result in an increase in value and meet the customer's needs. For example, machining a part, assembling electronic components, and the like. Conversely, tasks without added value do not increase the potential of a production and therefore do not meet the customer's needs. NVA activities are part of the seven sources of waste in the Lean methodology: overproduction, waiting, transport, overprocessing, motion, inventory and defects.
Activities without added value are a source of waste. We must try to eliminate or limit them as much as possible. While optimizing a work process, bar charts make it possible to effectively visualize all the elements of work.
A chart displaying the current state and the potential improvements (paper Kaizen).
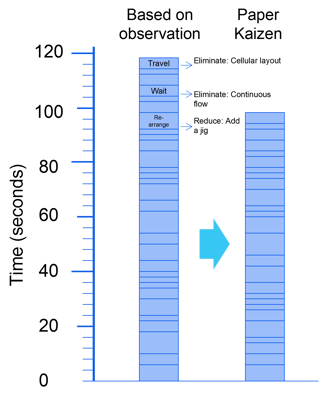
In this figure, some trips have been eliminated by changing the layout. Sometimes the elimination of an entire task is impossible. So, we seek to reduce it as much as possible. Here, the operator must precisely place a part before it can be machined. The use of a positioning device greatly reduces this task’s duration.
After NVA activities have been minimized, the analysis might be considered complete. But it may also be worthwhile to look at VA tasks, especially if they represent a considerable portion of the operating time. Why? Because the processing tools and methods could turn out to be inefficient, which corresponds to one of the seven sources of waste. For example, a screwdriving operation could potentially increase efficiency by switching from a manual screwdriver to a pneumatic screwdriving system.
Workstation Design
Comparing the tasks between operators and analyzing VA and NVA activities make it easy to establish a link with the first two “S” of the 5S methodology. To standardize and reduce effort, defining the ideal process corresponds to the second “S” (set in order), since this same process dictates the order of use of tools and their positioning at the operator’s workstation. The first “S” (sort) applies by eliminating everything superfluous in the standard work. If it turns out that the workstation must be significantly modified, it may be worthwhile to make a mock-up of the workstation and simulate the new work method.
Maintaining Achievements After the Implementation
The implementation of the new station and workflow can be done in two stages. First, consider piloting a single workstation in the production environment and then continue towards global implementation. Managing the first workstation is part of applying the fourth “S” (standardize).
Standardize
The application of the fourth “S” (standardize), makes it possible to confirm the location of the tools and, through visual management, ensure that the location is set.
Concretely, this consists of:
- Identifying the locations of objects (tools, levels of goods in stock, etc.) with visual indicators (e.g., outline of the tools).
- Marking the tools using a color code to make them easy to put back, and to recover lost tools.
- Creating visual work instructions for cleaning tasks and workstation upgrades.

This is also a good time to create clear visual work instructions. This makes it possible to standardize the work, and facilitate training. You can find more information on this subject in our article “Job Instructions: An Important Part of Business Growth”.
Sustain
Once the workstation has been implemented and standardized according to fourth “S” it is time to move on to the fifth “S” (shine) – stabilizing operations and consolidating the achievements. The new workflow and the new layout have improved the operating time. And so, it’s strongly recommended to measure the production objectives on a regular basis. All these follow-ups make it possible to reduce the variation between the measured values and the production objectives, and to promote continuous improvement. They can also be part of a global approach, either that of Lean Management or a daily management system (DMS).
Follow-up is the most important step. Keep in mind that all the steps completed upstream do not necessarily lead to a perfect solution. However, regular monitoring and correction of deviations form a virtuous cycle of continuous improvement.
Implement Standardization, Optimization, and 5S
Combining standardization, optimization, and 5S in the same process can result in remarkable capacity improvements for your organization. In order to benefit from these productivity gains, you have two choices to use the excess capacity:
1) increase the volume of production, or 2) reduce the workstation’s opening time, to allocate resources to another task.
